






-
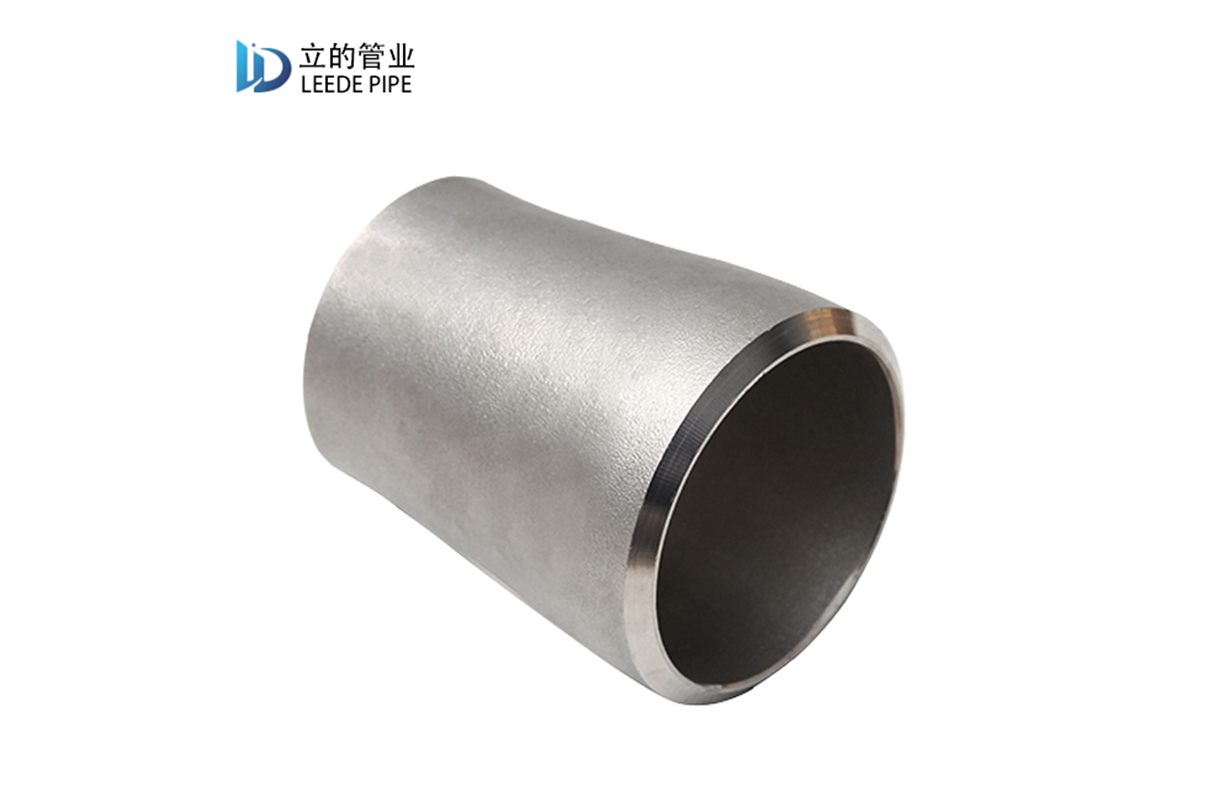
大小頭的壓制范圍
 2022-09-02Views: 1782
2022-09-02Views: 1782變徑的控制范圍在一般情況下,大小頭一次加工范圍都在一級之內,比如說325-159的大小頭,基本需要經過好幾次的加熱處理,先是把325的管子壓制一頭,把325的孔徑壓制成273,這次壓制也是需要經過加熱的,第二次變徑則是273變徑219的過程,這次也是需要把管子加熱到指定的溫度,然后壓制。
-
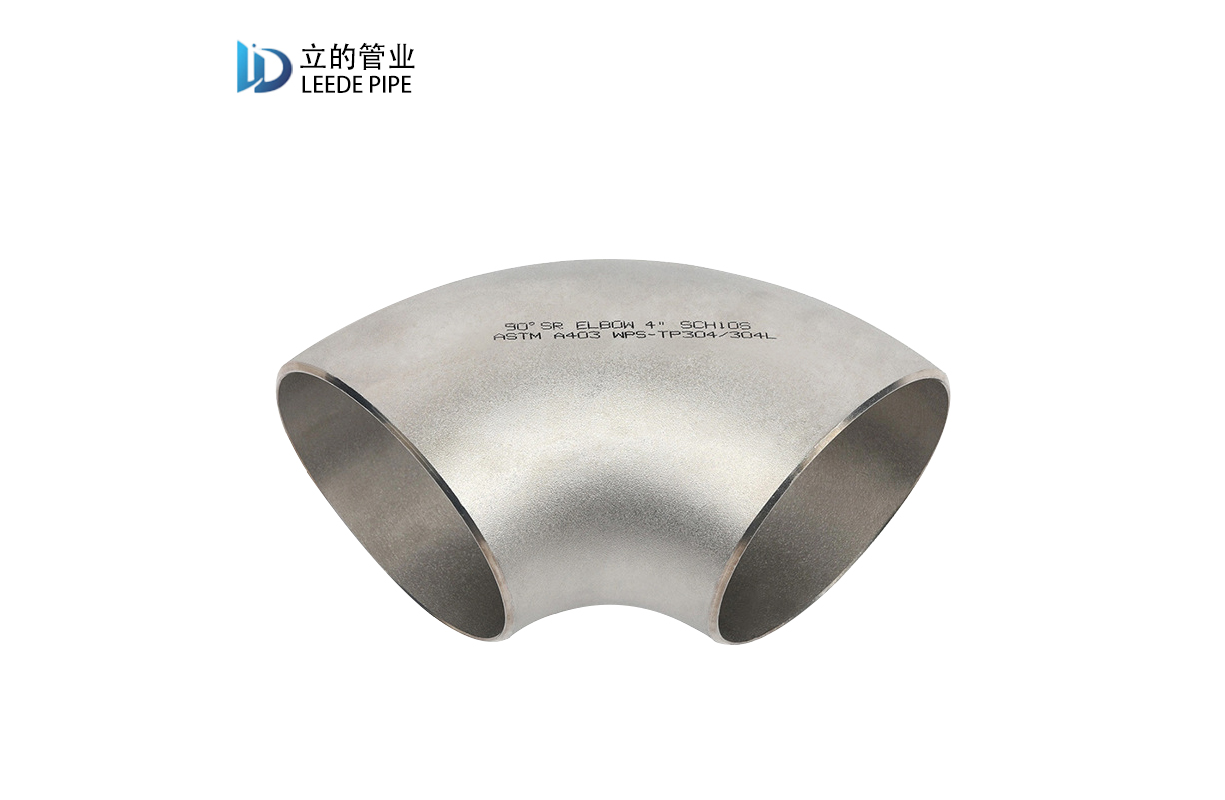
不銹鋼對焊彎頭安裝與維護方法
 2022-09-01Views: 1773
2022-09-01Views: 1773不銹鋼對焊彎頭在生產過程中焊接多邊形橫截面或多邊形環形殼體時,在殼體的多邊形扇區的兩端進行封閉,洗滌過介質內部的壓力,該壓力施加內的內橫壓效果,使多邊形橫截面逐漸變成圓環最終的外殼。
-
不銹鋼彎管起皺的原因
 2022-08-30Views: 2017
2022-08-30Views: 2017不銹鋼彎管方式有很多種,常用的有滾彎、拉彎、平臺彎、抽芯彎等等,這么多的方式,要選擇最合適的方法。數控液壓彎管機來進行彎制是比較好的一種方法,但是也不是說他一點問題都沒有,最常見的問題是起皺。
-
不銹鋼彎管有什么用途
 2022-08-29Views: 1782
2022-08-29Views: 1782不銹鋼彎管的磨損一直是影響安全文明生產的一個因素,隨著科學技術不斷發展,材料也不斷創新,相繼出現鑄石、鑄鋼、合金、等材料。不銹鋼彎管主要是采用成套彎曲設備進行彎曲工藝制作,通常是由冷煨與熱推兩種工藝制作而成。
-
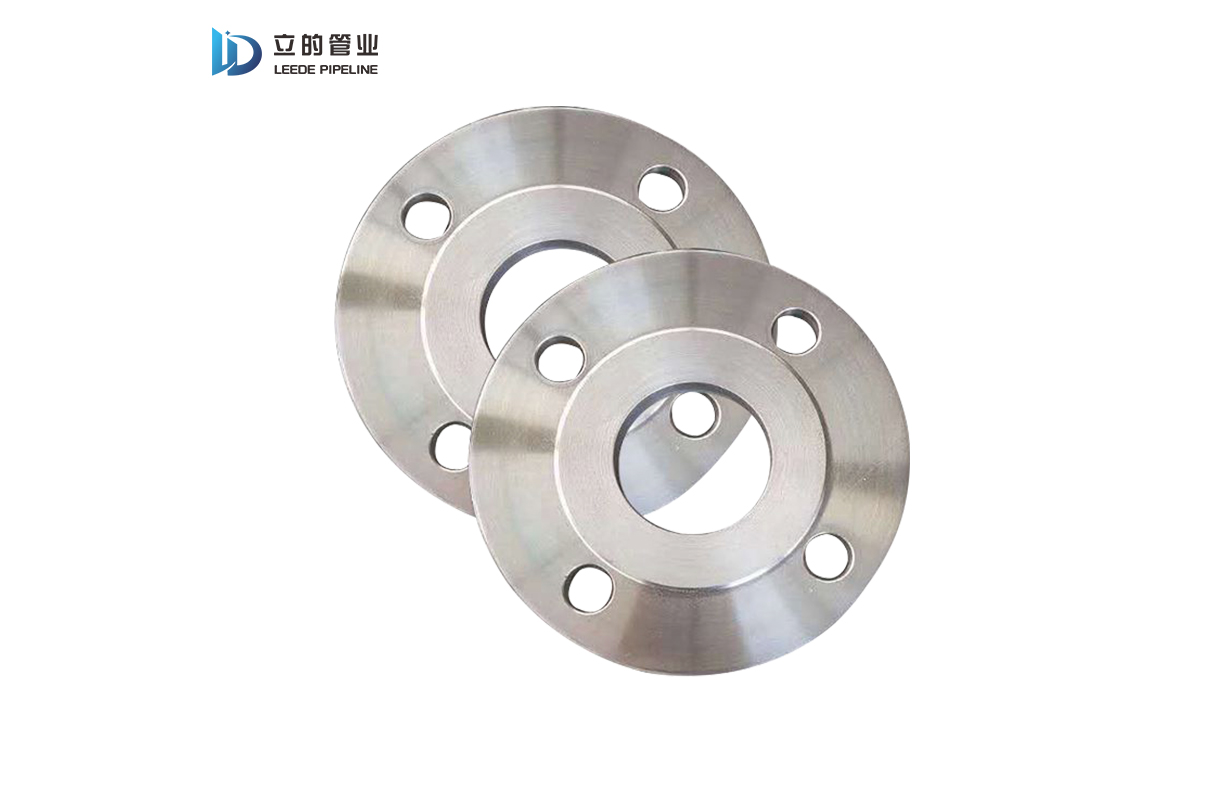
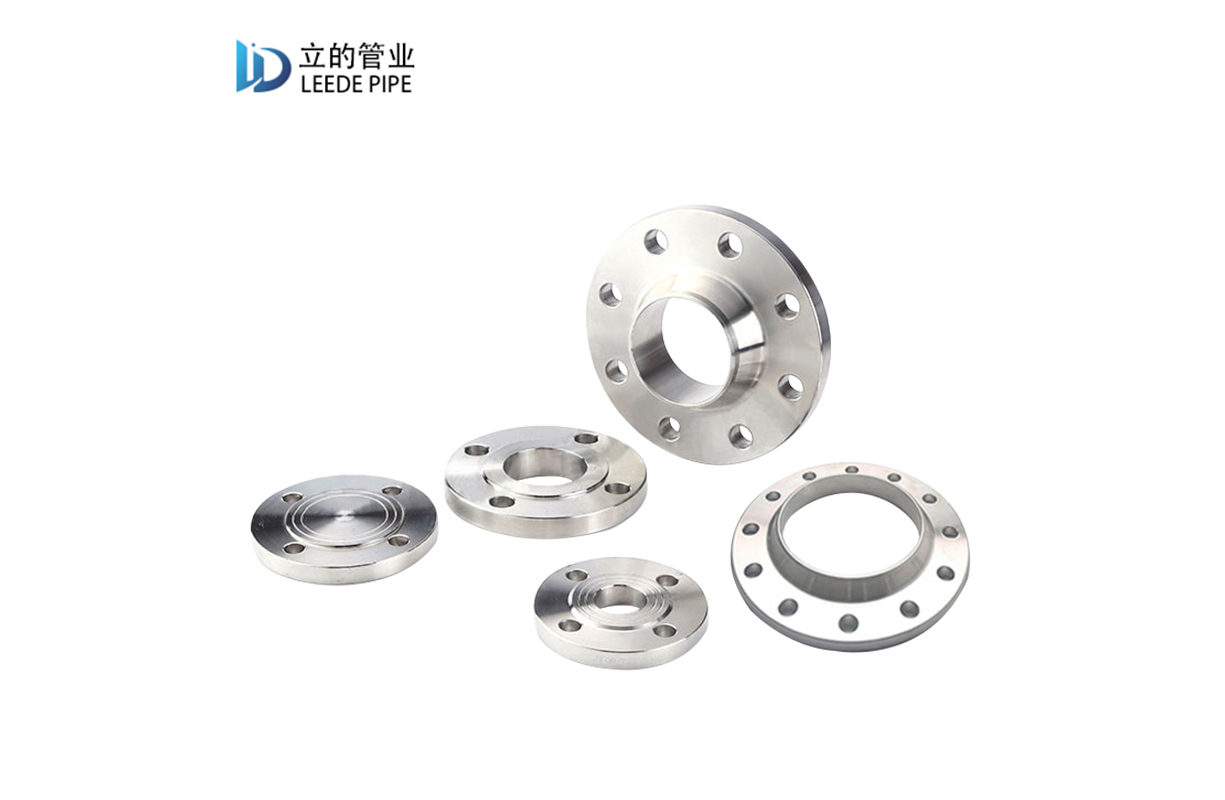
不銹鋼平焊法蘭的密封性能如何
 2022-08-27Views: 1678
2022-08-27Views: 1678不銹鋼平焊法蘭不僅節省了空間、減輕了重量,更重要的是確保接頭部位不會發生泄漏,具有良好的密封性能。緊湊法蘭尺寸之所以減小,是由于減小了密封件的直徑,這將會減小密封面的截面。其次,法蘭墊片已被密封環所代替,以密封面對密封面的匹配。
-
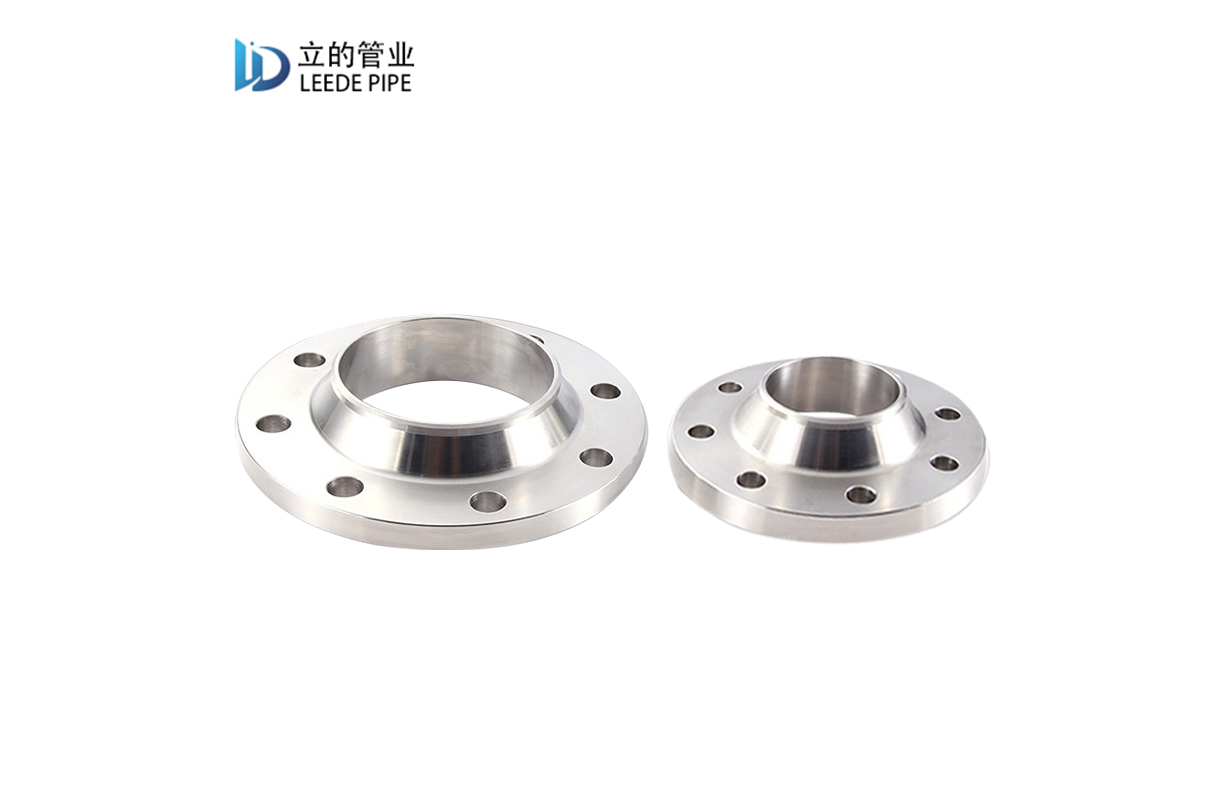
帶頸平焊法蘭和承插焊法蘭
 2022-08-26Views: 1741
2022-08-26Views: 1741這兩種型式是編制HGJ管法蘭標準時,由美國ANSI B16.5的管法蘭標準中移植到德國體系管法蘭標準中的法蘭型式。在ISO7005-1,PNO.25~4.0MPA部分法蘭中也納入了帶頸平焊法蘭這種型式。與帶頸對焊法蘭相比,帶頸平焊法蘭或承插焊法蘭的頸部高度較低,所以法蘭的生產采用滾軋或模鍛工藝,比高頸法蘭簡單。
-
帶頸對焊法蘭和帶頸平焊法蘭之間的區別
 2022-08-25Views: 1831
2022-08-25Views: 1831平焊法蘭通常只能連接到管道,而不能直接連接到對焊管道接頭。帶頸對焊法蘭通常可以直接連接到所有對焊管接頭(包括彎頭,三通,異徑管等)。當然包括管道。 帶頸對焊法蘭比對接平焊法蘭更堅固,對焊比平焊更堅固,泄漏更少。
-
大小頭出現裂紋的原因
 2022-08-24Views: 1829
2022-08-24Views: 1829大小頭生產工藝簡單,生產效率高,成本低,發展較快。大小頭生產的主要原材料在大小頭生產成本中占有很大比例,其價格的變化直接影響生產成本的變化。若采用同類型的不銹鋼沖壓彎頭焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。若焊件不能進行焊后熱處理,則應選用大小頭焊條。
-
松套法蘭的使用優點
 2022-08-23Views: 1895
2022-08-23Views: 1895松套法蘭?實際上相當于兩種法蘭的組合。使用松套法蘭的目的一般是為了節省材料,其結構分成兩部分,管子部分一頭和管道連接,一頭做成翻邊,法蘭盤的部分套在翻邊上。法蘭盤采用低等級的材料,而管子部分使用和管道一樣的材料,達到節省材料的目的。
-
不銹鋼大小頭對材料的要求
 2022-08-22Views: 1733
2022-08-22Views: 1733大小頭?沖壓工藝應用廣泛,可以加工金屬板材、棒材和多種非金屬材料。大小頭的成形方法是采用沖壓成形工藝。在大小頭的沖壓成形過程中,我們對材料有明確的要求。
-
彎頭的特性和優勢
 2022-08-20Views: 1752
2022-08-20Views: 1752彎頭分為冷沖壓和熱沖壓兩種,會根據材料性質和設備的能力來選擇冷熱沖壓,冷沖壓的彎頭是使用專用的彎頭成形機,然后將管坯放入外模中,上下模合模后在推桿的推動下,管坯沿內模和外模預留的間隙運動從而形成彎頭,這種彎頭外形美觀厚度均勻。
-
法蘭和法蘭盲板有什么不同?
 2022-08-19Views: 2145
2022-08-19Views: 2145法蘭盲板的正常名稱叫法蘭蓋,也有的叫盲法蘭或堵管。它是一種中間沒有孔的法蘭,主要用于管封的前端,用于密封口,它的作用與封頭和管蓋一樣,只是盲板密封是一種可拆卸的密封裝置,封頭的密封不準備再打開,法蘭盲板材料有碳鋼,合金,不銹鋼,塑料等,法蘭盲板起到隔離,
-
不銹鋼管在冬季雨季需注意什么
 2022-08-18Views: 1761
2022-08-18Views: 1761不銹鋼管一般在雨季施工時,特別是在地下室應該先挖好排水溝槽、集水井,準備好水泵、膠管等抽水設備,以便抽水,要嚴防雨水泡惰,避免造成漂管,施工完畢后應及時回填土。
-
如何提高不銹鋼彎頭抗彎性能
 2022-08-17Views: 1803
2022-08-17Views: 1803不銹鋼彎頭是管件中的一種類型,又可以分類:不銹鋼工業級、不銹鋼衛生級,彎頭材料都為優質不銹鋼材質,不銹彎頭最常見有:45度彎頭、90度彎頭、180度彎頭等。
-
不銹鋼彎頭都有哪些區別
 2022-08-16Views: 1375
2022-08-16Views: 1375國標、二標、非標、電標、船標、化標、水標、美標、德標、日標、俄標等。 一般國標規范便是:GB/T12459-2017,二標和非標是在國標的基礎上進行壁厚,長度,度數的減縮資料而來。一般質量對比是:國標≥二標≥非標。
-
平焊法蘭磨損的原因有哪些?
 2022-08-15Views: 1745
2022-08-15Views: 1745平焊法蘭在制作過程中會在機筒內滾動,物料與二者之間相互摩擦,使法蘭與機筒的工作外表逐步磨損:法蘭直徑逐步縮小,機筒的內孔直徑逐步加大。這樣,法蘭與機筒的配合直徑空隙,隨著二者的逐步磨損而一點點加大。
歡迎光臨浙江立的管業有限公司!
服務熱線:0577-86896166