
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




不銹鋼有縫管件彎頭圓形環殼的成型工藝
Oct.09,2023瀏覽量:378返回上一頁
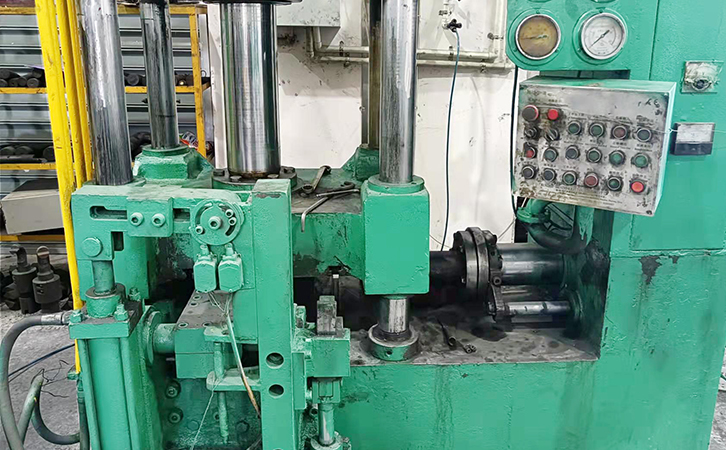
不銹鋼有縫管件彎頭成型工藝過程一般是一個圓形環殼可以切割成4個900彎頭或6個600彎頭或其它規格的彎頭,該工藝適用于制造彎頭中徑與彎頭內徑比大于1.5的任意規格大型彎頭,是目前制造大型彎頭的理想方法。
下面,來詳細講講不銹鋼彎頭的成型工藝:
一、切削加工。切削加工是完成管件的焊接端部、結構尺寸、形位公差加工的工序。對有的管件產品切削加工還包括內、外徑的加工。切削加工主要通過機床或通用機床完成;對于尺寸過大的管件,當現床能力無法達到加工要求時,還可以用其它方法完成加工,例如大口徑彎頭采用的氣割后打磨的方法。管件的外觀、尺寸檢驗通常在切削加工后進行。
二、表面處理。管件的表面處理通常采用噴砂、拋丸、打磨、酸洗等方法進行,以產品表面的銹蝕,劃痕等,使產品達到光滑的表面,達到后續加工、檢驗的要求。對采用拋丸進行表面處理的管件,其表面硬度會略有增加。
三、焊接。帶焊縫的管件包括兩種情況,一種是用焊管制造的管件,對管件制造廠來說,采用焊管的成形工藝與采用無縫管的成形工藝基本相同,管件成形過程不包括焊接工序;另一種是由管件制造廠完成管件成形所需要的焊接工序,如單片壓制后再進行組裝焊接成形的彎頭、用鋼板卷筒后焊接成管坯再進行壓制的三通等。管件的焊接方法常用的有手工電弧焊、氣體保護焊以及自動焊等。制造廠應編制焊接工藝規程用以指導焊接工作,并應按相應規范要求進行焊接工藝評定,以驗證焊接工藝規程的正確性和評定焊工的施焊能力。
