
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




簡要分析不銹鋼管件沖壓彎頭生產中變形的原因
Sep.22,2023瀏覽量:416返回上一頁
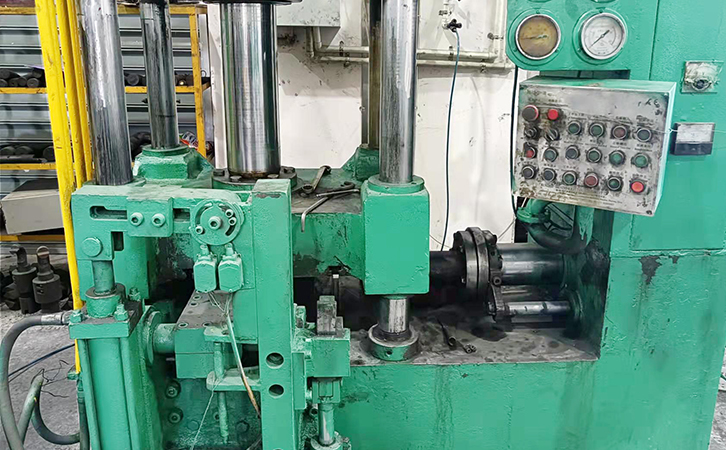
沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。冷擠壓彎頭的成形過程是使用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。
下面,來簡單分析一下不銹鋼管件沖壓彎頭生產中變形的原因:
一、將直管變為不同曲率半徑的彎管,如彎頭、彎管等等;
二、不銹鋼配件彎頭變直徑管件,指管端或管上某一部分直徑減小;帶卷邊和封底類的管件,增加管端總強度向管的外側或內側卷邊或將管件端部封住的管件。
三、不銹鋼沖壓彎頭變壁厚的管件,指沿管子長度方向使壁厚發生變化;
四、改變斷面的管件,根據要求,將圓形斷面變為方形、橢圓形、多邊形等等;
五、帶凸緣指管子端部向內側或外側凸,圓緣:在管的圓周方向形成隆起的或凹槽的管件;
沖壓彎頭是早期應用于批量生產無縫彎頭的成形工藝,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。產品有要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。
