




大口徑三通的使用
大口徑三通在生產中按照工藝方式和原理進行,能夠在實際的使用中良好的生產質量和三通的幾何尺寸包括外徑、內徑、壁厚等。就是對包裝的要求,對于小管件,如出口,就需要做木箱,大約1立方米,規定這種箱子中的三通數量大約不能超過一噸,該標準允許套裝,即大套小,但總重量一般不可超過1噸。對于大件就要單個包裝,像24〃的就單個包裝。另外就是包裝標記,標記是要注明尺寸、鋼號、批號、廠家商標。在三通上要打上鋼印,并附有裝箱單和質保書等文件。還要求控制曲率半徑。比如半徑長度為1.5D,那么曲率半徑在所要求的公差范圍之內。

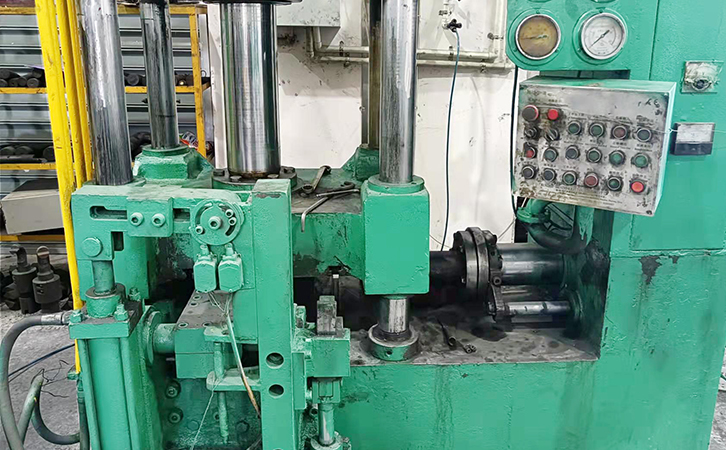
三通的生產工藝也基本是如此。要根據三通的不同規格進行下料。下料后先要噴砂,要在成形前將表面的氧化鐵皮去除。成形則采用液壓鼓脹法成形。有模具,模具底部平直,上邊有凸緣孔。將管子放入后,管子用液壓缸固定,兩邊充入液體向內凸脹,把管擠成"凸"字形,再把凸起處從適當位置切除,也打成坡口。它要經過兩次噴丸處理。由于加工過程中,有加工硬化,所以也需要熱處理。三通的生產工藝流程就是這些情況。

由于三通大多數用于焊接,為了提高焊接質量,端部都車成坡口,留角度,帶邊,這一項要求也比較嚴,邊多厚,角度為多少和偏差范圍都有規定,幾何尺寸上比管件多了很多項。表面質量和機械性能基本和管子是一樣的。為了焊接方便,和被連接的管子的鋼種是相同的。就是所有的三通都要經過表面處理,把內外表面的氧化鐵皮通過噴丸處理噴掉,再涂上漆。這既是為了出口需要,再者,在國內也是為了方便運輸防止銹蝕氧化,都要做這方面的工作。 安裝前,首先檢查管材、管件及膠圈質量是否合格,并把承插口內工作面擦拭干凈.密封完畢,將管件晾置20分鐘,以實現程度的密封口粘接,達到密封效果。管件膠圈質量不合格:膠圈有氣孔、裂縫、接縫,膠圈因硫化時間的太長或太短,結果造成膠圈彈性不理想。管件體制做到位,有利于人民管件用戶的體驗,建立一個良好的管件損壞維護系統,民用管件的正常運行。膠圈按規定的方向(大頭朝里,小頭朝外)放入承口凹槽內,不得扭曲。安裝完畢后疏忽大意不用塞尺檢查,結果造成膠圈推出脹口槽外。

管件的用途范圍非常大,但在我國體現的差一些,如果給管件下一個定義,我認為凡是管材經過深加工生產的產品都應該屬于管件的范疇。那么管件既然是管子做原料通過深加工成為一種產品,所以,這種產品具有管子和機械零件的雙重特性,是二者的結合。管子是管件所原材料,但管件的加工方法很多,只要是機械加工的方法,它都可以應用。
不同的三通管件都有自己的優點和缺點,不同的三通管件特點不同,三通管件的客戶一般是面向石油業、化工業、造船業、電力、建筑業等。分清楚不同的三通管件,了解他們各自的特點和不足,那么我們就能利用三通管件了。
管道中的三通分為機械三通,溝槽異徑三通,溝槽機械三通,普通三通。濱海管件出產的三通管件球閥可做成L形(直角形)也可做成T形,可使用任何一個端口與側口接通,對由側口流入的介質進行分流,而進入任何一個端口.也可使進入兩端口的不同介質混合從側口流出.用統一臺三通球閥來控制旁邊系統或輪回系統,也可以控制流體從不同的儲存地點流進或流出。
