
推薦產品 / Product
工程案例 / Solution
常見問答 / Q & A




高壓三通成形工藝
Sep.14,2022瀏覽量:2050返回上一頁
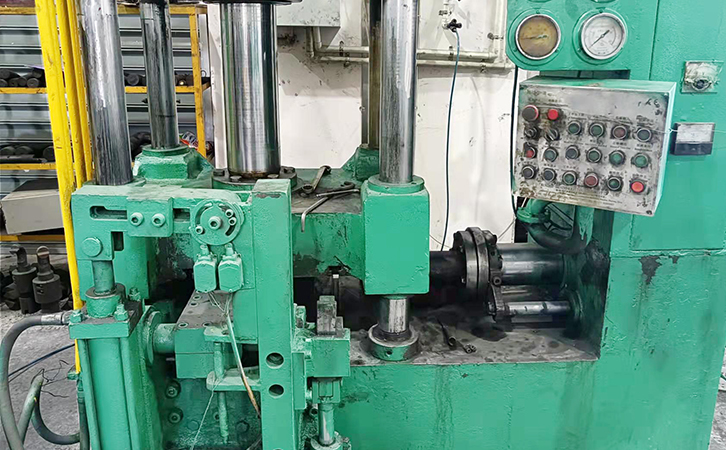
三通熱壓成形是將大于三通直徑的管坯,壓扁約至三通直徑的尺寸,在拉伸支管的部位開一個孔;管坯經加熱,放入成形模中,并在管坯內裝入拉伸支管的沖模;在壓力的作用下管坯被徑向壓縮,在徑向壓縮的過程中金屬向支管方向流動并在沖模的拉伸下形成支管。整個過程是通過管坯的徑向壓縮和支管部位的拉伸過程而成形。與液壓脹形三通不同的是,熱壓三通支管的金屬是由管坯的徑向運動進行補償的,所以也稱為徑向補償工藝。
由于采用加熱后壓制三通,材料成形所需要的設備噸位降低。熱壓三通對材料的適應性較寬,適用于低碳鋼、合金鋼、不銹鋼的材料;特別是大直徑和管壁偏厚的三通,通常采用這種成形工藝。
一般用于石油鉆采工程施工作業、生產現場的高壓三通,由三通主體、連接壓帽、三通下體、側管、高壓閥組和控壓螺絲組成,三通主體通過連接壓帽與其下方的三通下體相連接,三通主體一側向下傾斜地焊接有與之相連通的側管,側管中部與高壓閥組相連接,下部螺孔內設有控壓螺絲。此種高壓三通結構新穎,使用操作靈活方便,三通廠家利用它可以減少對連接軟管的磨損,延長使用壽命,降低生產成本,同時可以解決工人帶壓作業的問題,有利于生產。
